„Der Feilenhauer.
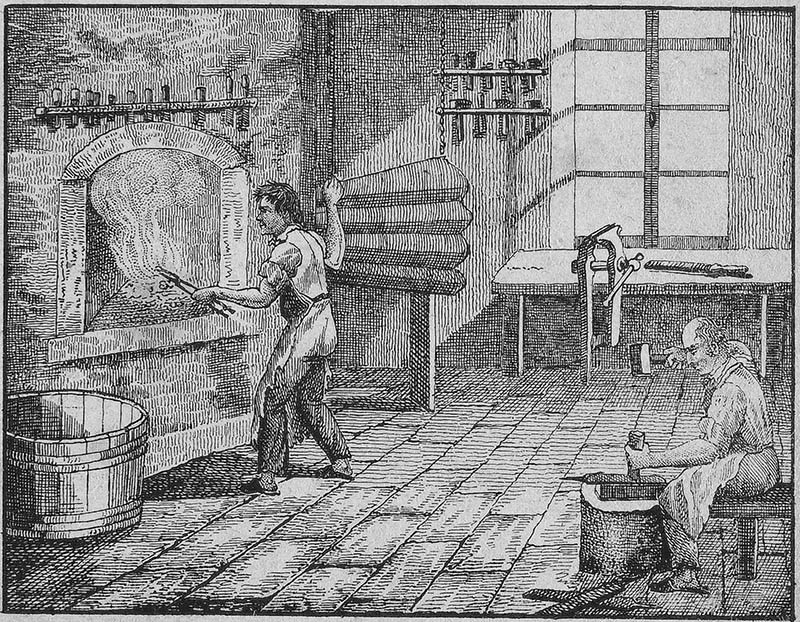
Die Werkstatt des Feilenhauers ist wie eine Schmiede eingerichtet. Wir erblicken also eine Esse und hinter oder über ihr den unentbehrlichen Blasebalg.
Ferner sehen wir Amboß, Hammer, Zangen mancherlei Meißel usw. Eine Wanne enthält die zum Härten der Feilen notwendige Salzlösung oder Sole. Stahle ist natürlich in größerer Menge auf Lager.
Wenn wir den Feilenhauer bei seiner anstrengenden Tätigkeit beobachten, sehen wir folgendes:
Zunächst wird ein Teil Stahl weißglühend gemacht mit Hilfe des Blasebalges. Alsdann holt man ein Stück Weißglut mit einer Zange aus der Esse auf den Amboß und stellt mit Hilfe des Hammers die Form der Feile her. Sind eine Anzahl größerer oder kleinerer Formen fertig, so werden sie in der Esse wieder rotglühend oder ‚hitze‘ gemacht. Die gühenden Formen kommen jetzt in einen Schraubstock, und mit Hilfe scharfer Meißel werden nun kreuz und quer Rillen hineingehauen, was sehr viel Mühe und Aufmerksamkeit verlangt, besonders bei kleinen Feilen. Sobald der Meißel nicht mehr ordentlich fast, muß die Feile erst wieder hitze gemacht werden. Ist eine Feile endlich fertig gehauen, dann muß sie erst noch genügend gehärtet werden, um auch Metalle gut angreifen zu können. Die Feile wird dann wieder tüchtig gehitzt und alsdann in die Sole geworfen. Hier darf sie aber nur eine bestimmte Zeit liegen. Wann sie wieder heraus muß, sieht der geübte Feilenhauer schon an der Färbung des Stahles.
Natürlich waren früher die Feilen nicht so billig herzustellen wie heutzutage in der Fabrik, darum warf man früher die abgenutzten Feilen auch nicht so leicht fort, sondern brachte sie im allgemeinen wieder zum Meister Feilenhauer. Dieser glühte die verbrauchte Feile und bearbeitete sie wieder. Auf diese Weise konnte eine gute Feile mehrmals benutzt werden.“
(aus: Hrsg. Ernst Bock: Alte Berufe Niedersachsens. 1926)
Berufsbezeichnungen
Feilenhauer, Feiler, Feilenschmied
in anderen Sprachen
| Albanisch: | … |
| Bulgarisch: | … |
| Dänisch: | … |
| Englisch: | … |
| Esperanto: | … |
| Finnisch: | … |
| Französisch: | … |
| Griechisch: | … |
| Isländisch: | … |
| Italienisch: | … |
| Latein: | limarum faber |
| Niederländisch: | Vijlmaker |
| Norwegisch: | … |
| Polnisch: | pilnikarz |
| Portugiesisch: | … |
| Rumänisch: | … |
| Russisch: | … |
| Schwedisch: | … |
| Schweizerdeutsch: | feilbeck |
| Slowakisch: | … |
| Slowenisch: | … |
| Spanisch: | … |
| Tschechisch: | … |
| Türkisch: | … |
| Ungarisch: | … |
Berufsfamilie: Schmiede
verwandte Berufe: Werkzeugschmied, Zeugschmied
Der Feiler
Der Feilenhauer.
„Zeugschmiede waren Eisenarbeiter,
welche die Fertigkeit besaßen,
das Werkzeug für andere Berufe zu schmieden und herzurichten.
Solch ein Zeugschmied war der Feiler,
doch bezeichnete der Ausdruck nicht den Meister nur,
welcher Feilen schlug und schliff,
sondern auch das Handwerk,
welches bei der Arbeit häufig Feilen brauchte. Feigel,
Feihel ward das Werkzeug auch noch fernerhin genannt.
„Zu dem Beigeler“ hieß in Straßburg 1302 ein Haus.
Schutzpatron der Feilerzünfte war St. Bonifacius.“
(Tengelmann-Sammelbild. Wahrhafftige und Eigentliche beschreibung von den Ständen, Zünften und Handwercken um 1575.)
„Zu den Zeugschmieden zählte ferner der Feilenhauer, limarum faber, ein Schmied, der Feilen verfertigte und auch kurz Feiler, limator, genannt wurde; allerdings bezeichnet dieser Ausdruck nicht nur den Handwerker, der Feilen macht, sondern auch den, der mit der Feile arbeitet. Die Feile, das Handwerkszeug selbst, ahd. fîhala, fihila, mhd. vîla, hieß früher figil und auch noch nhd. Feigel, Feihel, welch ersteres noch heute im Elsaß gebräuchlich ist; so wird z.B. in Straßburg 1302 und öfter ein Haus ‚zu dem Veigeler‘ erwähnt.“
(aus: Erwin Volkmann: Alte Gewerbe und Gewerbegassen. Gebrüder Memminger Verlagsbuchhandlung, Würzburg 1921)
Der Feilenhauer.
Schaut, eh ihr andre abstrafft, in euch der Boßheit Krafft.
Wer fremde Fehler scharrft angreifft,
und doch nicht von sich selber streifft,
deß Lasters alt vertieffte Hecken:
Der gleicht der rauhen Feilen sich
sie führet einen blanken Strich
der Rost und Mist bleibt in ihr stecken.
(Weigel)
Feilenarten
Armfeilen
Backenfeilen
Bastardfeilen
Dreikantfeilen
halbrunde Feilen
Liegefeilen
Nadelfeilen
Riffelfeilen
Rundfeilen: Strohfeilen, Rattenschwänze (die kleinen)
Sägefeilen
Schlichtfeilen
Spitzfeilen
Vorfeilen
Wälzfeilen
Zinnfeilen
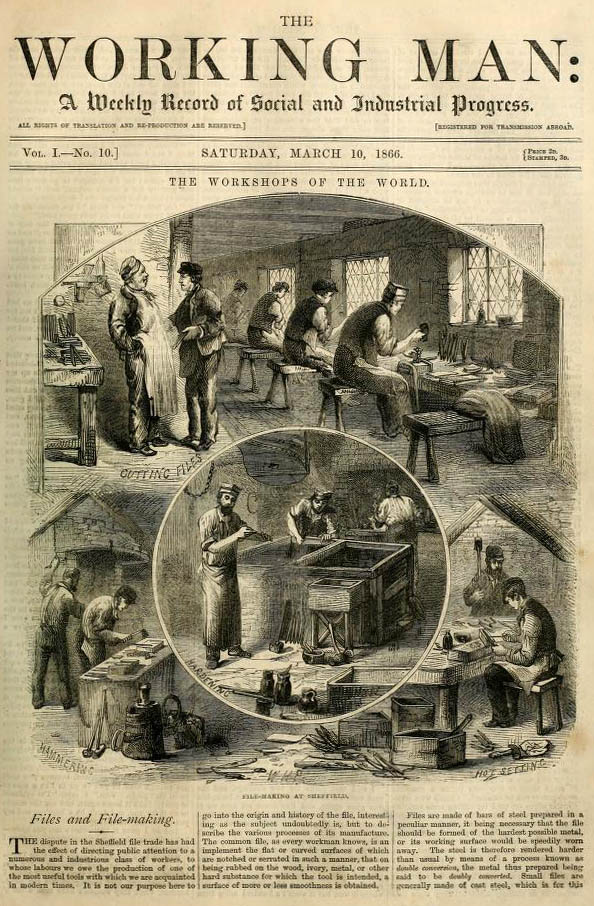
Die Feile
„Feile, ein Werkzeug, das an seiner Oberfläche mit einer großen Zahl feiner Zähne besetzt ist und dazu dient, Metall- und Holzflächen durch Abnehmen dünner Späne zu bearbeiten. Die Feilen werden aus dem vorzüglichsten Stahl gefertigt; nur einzelne sehr grobe Feilen besitzen einen Eisenkern, auf welchen man Stahl aufgeschweißt hat. Die erste Arbeit bei Anfertigung der Feilen ist das Schmieden, wodurch sie ihre äußere Form erhalten. Alsdann werden sie geschliffen, um ebene Oberflächen zu bekommen; und hierauf folgt die wichtigste Arbeit, die Bildung der Zähne. Man stellt die Zähne durch Reihen paralleler Einschnitte her, die durch unter einem bestimmten Winkel gegen die Oberfläche der Feilen angebrachte Meißelhiebe gebildet werden. Diese Einschnitte werden der Hieb, die Arbeit der Herstellung wird das Hauen der Feilen genannt. Eine einhiebige Feile besitzt nur eine Reihe solcher quer durchlaufenden Hiebe, welche, wenn man die Feile quer vor sich hinlegt, von oben links nach unten rechts laufen unter einem Winkel von ungefähr 70° gegen die Mittellinie der Feile. Derartige Feilen, deren Zähne die ganze Breite der Feile einnehmen, sind nur zur Bearbeitung ganz weicher Metalle brauchbar und werden deshalb auch Zinnfeilen genannt. Die meisten Feilen sind zweihiebig, d. h. ihre Zähne werden durch zwei Reihen sich kreuzender Hiebe gebildet, von welchen der zuerst hergestellte Unterhieb von rechts oben nach links unten unter einem Winkel von 52° gegen die Mittellinie gerichtet ist, während der Oberhieb oder Kreuzhieb von links oben nach unten rechts läuft und einen Winkel von 70° gegen die Mittellinie einschließt. Der Oberhieb bildet die eigentlichen Zähne; durch den Unterhieb werden die sonst breiten Zähne in zahlreiche schmälere zerlegt. Das Hauen der Feilen geschieht in kleinern Werkstätten von Hand mit Meißel und Hammer, in größern bisweilen durch Feilenhaumaschinen, obgleich diese auch im Großbetriebe noch nicht im stande gewesen sind, die Handarbeit völlig zu verdrängen. Je nach der beabsichtigten Verwendung der Feilen sind die Hiebe mehr oder weniger tief und näher oder weiter voneinander angebracht. Je größer die Zähne sind und je größer der Abstand der Zahnreihen voneinander ist, desto stärkere Späne wird die Feile von der zu bearbeitenden Fläche abnehmen, während umgekehrt feine Zähne und enge Zahnreihen die Abnahme feiner Späne bedingen. Die Bearbeitung einer Fläche mit der Feile pflegt daher in der Weise zu erfolgen, daß man zuerst grob gehauene, dann Feilen von mittelfeinem Hieb, und endlich, wenn die zu bearbeitende Fläche sehr genau und sauber fein gehauen sein muß, eine Feile mit ganz feinem Hiebe zur Anwendung bringt. Nach der Größe und dem Abstände der Zähne voneinander giebt man den Feilen verschiedene Namen. […]“
(aus: F. A. Brockhaus in Leipzig, Berlin und Wien, 14. Auflage, 1894-1896)
„Feile, Werkzeug von Stahl, dessen mit Einschnitten versehene Oberfläche mehr oder weniger feine Späne (Feilspäne) von dem mit derselben bearbeiteten Arbeitsstück abnimmt. Die Einschnitte (Hieb) der Feilen, welche deren Oberfläche mit einer großen Zahl kleiner Schneiden ausstatten, werden mittels eines Meißels hervorgebracht. Laufen diese Kerben auf jeder Seitenfläche einer Feile nur nach einer Richtung und parallel miteinander, so heißt sie einhiebige Feile; bei den meisten Feilen laufen die Einschnitte aber nach zwei sich durchkreuzenden Richtungen (zweihiebige Feilen) und bilden dann zahlreiche rautenförmige Zähnchen. Der Hieb ist niemals senkrecht geführt, sondern stets so, daß die aufgeworfenen Kanten nach der Spitze der Feile hin steil abfallen, nach dem Heft zu aber einen schräg abgedachten Rücken bilden. Daher greift die F. auch nur an, wenn sie gegen das Arbeitsstück vorwärts gestoßen wird. Die Feilen werden aus bestem Stahl in Gesenken geschmiedet oder gewalzt, durch Befeilen und Schleifen auf Schleifmaschinen ausgearbeitet und dann mit dem Hieb versehen (gehauen). Das Hauen geschieht mit zweiseitig zugeschärften Meißeln, deren Schneide je nach der Gestalt der darzustellenden F. geradlinig, konkav oder konvex sein muß; man legt die leicht mit Fett bestrichene F. auf einen Amboß, so daß die Angel dem Arbeiter zugekehrt ist, hält sie mit einem doppelten endlosen Riemen, in welchen der auf einer Bank sitzende Arbeiter mit den Füßen wie in einen Steigbügel tritt, fest und bringt jeden Einschnitt mit einem einzigen Hieb hervor. Kommt beim Fortschreiten der Arbeit eine schon mit Hieb versehene Fläche der F. auf den Amboß zu liegen, so wird sie durch eine Scheibe Pappe oder Blei geschützt. Nachdem alle Seiten mit dem ersten Hieb (Unterhieb) versehen sind, nimmt man auf dem Schleifstein oder mit einer groben F. den Grat ab und bringt dann den Oberhieb an. Ein sehr geschickter Feilenhauer macht auf groben und großen Feilen 70-90, auf kleinen Feilen bis 240 Schläge in einer Minute. Feilenhaumaschinen, seit 1735 in ungemein großer Zahl konstruiert, haben bis jetzt wenig Erfolg gehabt; einige neuere Konstruktionen werden indes sehr gerühmt. Nach dem Hauen werden die Feilen mit einem Brei von Kochsalzlösung und Roggenmehl, von Bierhefe, Hornkohle, Ofenruß, Pferdemist, Kochsalz, Thon bestrichen, getrocknet, rotglühend gemacht und durch Eintauchen in Regenwasser oder Kochsalzlösung gehärtet. Man reinigt sie dann mit einer Bürste, Sand und Wasser oder mit verdünnter Schwefelsäure, trocknet sie schnell auf einer erhitzten Eisenplatte, taucht sie warm in Baumöl und verpackt sie nach dem Abtropfen in Papier, nachdem noch die Angel durch Erhitzen weich gemacht ist. Die Feilen haben sehr verschiedene Größe, von 2,5 bis 60 cm und mehr; die größten Feilen mit grobem Hieb sind die Arm- oder Strohfeilen (in Stroh verpackt), mit 10-27 Einschnitten auf 2,5 cm Länge; die Feilen mit Mittelhieb heißen Bastard- oder Vorfeilen, die feinsten Schlichtfeilen, mit 140-230 Einschnitten. Zur Bezeichnung einer Feile wird im Handel auch die Länge angegeben, weil der Hieb bei kleinen Feilen feiner als bei großen ist. Bastardfeilen von 3 Zoll Länge haben auf 2,5 cm 73, solche von 7 Zoll 37, von 12 Zoll 28, von 16 Zoll 22, von 20 Zoll 19, von 22 Zoll 17 Einschnitte. Die meisten Feilen sind gegen das vordere Ende hin stark verjüngt; die Flächen sind der Länge nach teils gerade, teils bauchig. Nach der Querschnittsform unterscheidet man vierkantige mit quadratischem Querschnitt und Hieb auf allen vier Flächen; flache (Ansatz-, Handfeilen) mit rechteckigem Querschnitt und auf einer schmalen Seite ohne Hieb; spitzflache (Spitzfeilen) mit rechteckigem Querschnitt, spitz zulaufend; Messerfeilen, spitz, im Querschnitt messerförmig; Gabelfeilen, spitzflache Feilen mit abgerundeten Schmalseiten zum Ausfeilen der Gabelzinken; Einstreichfeilen (Schraubenkopf-, Schwertfeilen), deren Querschnitt ein sehr stark verschobenes gleichseitiges Viereck mit ein wenig abgestumpften scharfen Winkeln bildet; dreieckige, deren Querschnitt ein gleichseitiges Dreieck ist; Sägefeilen, den vorigen ähnlich, aber mit ganz schmalen, einfach gehauenen Flächen statt der Kanten; spitze halbrunde; Wälzfeilen, dünne, halbrunde, nicht spitze Feilen, deren runde Seite glatt ist; Vogelzungen, spitze Feilen mit zwei runden Flächen; runde Feilen (Rattenschwänze). Im Handel unterscheidet man Bundfeilen, die in Bunden von 3-16 und mehr Stück verkauft werden, und Zollfeilen, bei denen die Länge in Zollen angegeben wird und der Verkauf nach Dutzenden geschieht. Die Feilenfabrikation hat sich zuerst und in sehr glänzender Weise in England und speziell seit 1638 in Sheffield entwickelt; Warrington liefert weniger große Quantitäten, aber mehr die feinern Sorten, und Birmingham nur gewisse Arten. Erst in diesem Jahrhundert haben sich Frankreich und Deutschland England ebenbürtig an die Seite gestellt. […]
Bei Bearbeitung eines Metalls mit der Feile beginnt man stets mit groben Feilen (Bestoßen, Schruppen) und nimmt allmählich feinere und ganz feine (Schlichten, Abschlichten). Letztere werden auf Schmiedeeisen und Stahl mit Öl benutzt. Sind die Feilen nach längerm Gebrauch verstopft, so reinigt man die gröbern mit einer feinen Stahlspitze oder einem dünnen ausgehämmerten Messingblech, feinere mit einer Kratzbürste oder einem auf Holz genagelten Stück einer Baumwollkratze; vorteilhaft befeuchtet man dabei die Feilen mit Benzin oder Petroleum. Durch den Gebrauch stumpf gewordene Feilen werden durch Ausglühen weich gemacht, abgeschliffen und im hellrot- oder fast weißglühenden Zustand mit einer sehr großen und groben Abziehfeile vom Hiebe befreit und dann von neuem aufgehauen. Manche Feilen ertragen diese Operation mehrere Male, bisweilen aber leidet der Stahl und erreicht dann später nicht mehr den erforderlichen Härtegrad. Einigen Erfolg erzielt man auch durch Behandlung der mit Lauge ausgekochten und sorgfältig gereinigten Feilen mit einer starken Säure, welche die Zähnchen des Hiebes oberflächlich angreift. Man benetzt die trockne F. mit so viel Scheidewasser, wie sich, ohne abzulaufen, daran hält, spült und bürstet sie nach 4-7 Minuten in reinem Wasser ab und wiederholt die Behandlung mit Säure mehrere Male. Zuletzt wäscht man die Feile ab, zieht sie durch Kalkmilch, trocknet sie in der Wärme und bürstet sie mit etwas Öl ab. […]“
(aus: Meyers Konversationslexikon. Verlag des Bibliographischen Instituts, Leipzig und Wien, Vierte Auflage, 1885-1892)